Electronique Mag - Le journal de l'électronique.
- accueil .
- abonnement .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 Efficacité énergétique, peu de maintenance et
absence de pores – Rehm propose, avec le
four VisionXP+ et ses nombreuses options,
des solutions innovantes pour le brasage par
refusion. Un nouveau module de vide permet
désormais de réaliser le brasage par refusion à convection
sous vide ou sans vide - en un seul processus.
Efficacité énergétique, peu de maintenance et
absence de pores – Rehm propose, avec le
four VisionXP+ et ses nombreuses options,
des solutions innovantes pour le brasage par
refusion. Un nouveau module de vide permet
désormais de réaliser le brasage par refusion à convection
sous vide ou sans vide - en un seul processus.
Lorsque Galileo Galilei (1564 -1641) s’interrogeait sur l’existence du vide absolu (en latin : vacuus), cette question était pour la première fois transférée du domaine philosophique à celui de la physique/technique. Aujourd’hui, 368 ans après les premiers vides artificiels créés par Torricelli, la technique de vide est devenue un procédé important et usuel dans la technologie des procédés techniques. Dans la production de matériel électronique, notamment l’utilisation de vide grossier (de 300 à 1 mbar) est très répandue pour diverses applications. Les principales d’entre elles sont le séchage, le laquage, le changement de gaz et le brasage sous vide. Depuis des années, chercheurs et utilisateurs débattent de l’influence des pores sur la fiabilité des joints de brasage de composants à charge électrique réduite, par exemple pour la transmission de signaux.
Dans l’électronique de puissance et les applications de haute fiabilité, des joints brasés sans pores sont ainsi de plus en plus exigés. Ceux-ci sont obtenus lorsque la pâte de brasage en fusion est soumise à un processus de vide après la réalisation du joint de brasage.
Brasage par refusion et vide – une synergie fructueuse et de longue date L’utilisation du vide pour le brasage de composants sur cartes électroniques est très profondément ancrée dans l’histoire de l’entreprise Rehm. Déjà en 1999, elle a mis le four VAC 400, premier système de brasage sous vide, sur le marché. Peu après, c’est dans un four de brasage Condenso que la technique de brasage par condensation (brasage en phase vapeur) fut combinée à une technique de vide appropriée. Lors du processus de brasage sous vide dans un four Condenso, le vide peut être utilisé au choix comme pré-vide et/ou vide final. En plus de son excellente diffusion de chaleur, le four Condenso permet de sécher les pâtes et réaliser des joints brasés sans pores.
Afin d’obtenir un rendement plus élevé et une meilleure intégration aux lignes SMD, des solutions technologiques plus adéquates se sont avérées nécessaires. Avec la combinaison d’un four de brasage par refusion à convection de la gamme VisionXP+ et d’une chambre à vide, le savoir-faire déjà bien maîtrisé dans ces deux techniques a été enfin réuni en une nouvelle option pour ce type de four.
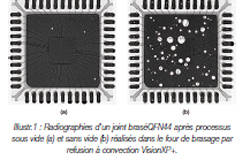
 Le VisionXP+ avec option de vide permet de faire disparaître
efficacement les pores et bulles de gaz piégées
dans les joints de brasage, directement après la fusion
de la brasure – pendant que la pâte de brasage se trouve
encore en état de fusion optimal. Sous un vide entre 100
et 10 mbar, des taux de porosités inférieurs à 2% sont
réalisables (illustr. 1a). Pour une configuration exacte des
paramètres de processus du VisionXP+ Vac, le vide n’est
pas mesuré à la pompe à vide mais directement dans la
chambre de traitement. L’évolution de la pression et la
vitesse peuvent être réglées individuellement et sauvegardées
comme paramètres de profil. La conception
mécanique du four permet en option soit d’activer le
vide, soit d’utiliser le VisionXP+ comme four classique
de brasage par refusion à convection (illustr. 1b).
Le VisionXP+ avec option de vide permet de faire disparaître
efficacement les pores et bulles de gaz piégées
dans les joints de brasage, directement après la fusion
de la brasure – pendant que la pâte de brasage se trouve
encore en état de fusion optimal. Sous un vide entre 100
et 10 mbar, des taux de porosités inférieurs à 2% sont
réalisables (illustr. 1a). Pour une configuration exacte des
paramètres de processus du VisionXP+ Vac, le vide n’est
pas mesuré à la pompe à vide mais directement dans la
chambre de traitement. L’évolution de la pression et la
vitesse peuvent être réglées individuellement et sauvegardées
comme paramètres de profil. La conception
mécanique du four permet en option soit d’activer le
vide, soit d’utiliser le VisionXP+ comme four classique
de brasage par refusion à convection (illustr. 1b).
La chambre à vide (illustr. 2) est installée sur le VisionXP+ Vac (illustr. 3) en complément des zones de pic présentes dans le four. La pyrolyse intégrée et le filtrage séparé de l’atmosphère extraite de la chambre à vide sont des avantages supplémentaires en ce qui concerne la main-tenance et le nettoyage. Un débattement vertical suffisamment grand de la chambre à vide en position de maintenance facilite l’accès aux dispositifs mécaniques internes pendant les travaux de maintenance. L’ouverture automatique de la partie supérieure de la chambre de traitement à la position de travail ou de maintenance minimise les temps d’immobilisation et diminue durée et coût du travail de maintenance.
Le VisionXP+ Vac dispose d’un système de transport divisé en trois segments : préchauffage / zone de pic, chambre à vide et zone de refroidissement. Chacun des trois segments du système de transport est équipé en option d’un support central pour les cartes électroniques particulièrement larges. Lors de l’utilisation du vide, la possibilité de réduire la vitesse de transport dans la zone de refroidissement permet de prolonger le temps de refroidissement des cartes imprimées et de garantir ainsi une température optimale pour les étapes suivantes du processus. De plus, la possibilité d’équiper le système de transport d’une deuxième voie permet d’augmenter le rendement du four.
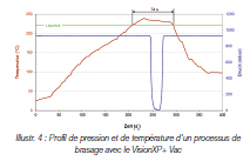
Toutes les zones de chauffage du VisionXP+ Vac sont réglables individuellement et séparées thermiquement, permettant ainsi un contrôle flexible du profil de température et un processus de refusion plus stable. La mesure d’un profil de température lors d’un processus de mise sous vide (illustr. 4) prouve que, malgré une dépression à atteindre très faible de 10 mbar, toutes les spécifications de profil (chauffage ≤ 3 K/s, tL ≤ 90 s, TP ≤ 240 °C) ont pu être respectées. À l’aide du chauffage intégré à la chambre, la température de la carte imprimée dans la chambre à vide peut être adaptée aux spécifications des normes courantes. Cette solution raffinée permet de réaliser un processus de production plus efficace en termes de temps et de stabilité.
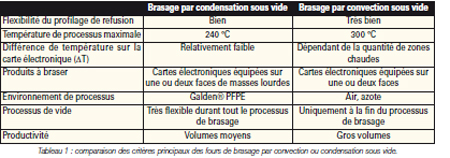
 Pour déterminer une combinaison idéale entre brasage
par condensation ou par convection et technique de vide,
les objectifs individuels à atteindre doivent être analysés
correctement. Malgré leur objectif commun (réduction
de la quantité de pores dans les joints brasés), les
possibilités et domaines d’utilisation ces deux processus
de brasage diffèrent. Le tableau 1 compare quelquesuns
des critères principaux des processus de brasage
sous vide. En particulier le type de cartes électroniques
à traiter, la disponibilité du processus de vide et la productivité
sont considérés comme des critères déterminants.
Les aspects spécifiques liés à la fabrication, aux cartes
électroniques à traiter et aux besoins du client jouent un
rôle primordial pour le choix de la combinaison idéale
des techniques de brasage de vide. Dans notre centre
technologique de Blaubeuren il est possible de tester les
deux procédés afin de déterminer le processus optimal
pour les cartes électroniques à traiter.
Pour déterminer une combinaison idéale entre brasage
par condensation ou par convection et technique de vide,
les objectifs individuels à atteindre doivent être analysés
correctement. Malgré leur objectif commun (réduction
de la quantité de pores dans les joints brasés), les
possibilités et domaines d’utilisation ces deux processus
de brasage diffèrent. Le tableau 1 compare quelquesuns
des critères principaux des processus de brasage
sous vide. En particulier le type de cartes électroniques
à traiter, la disponibilité du processus de vide et la productivité
sont considérés comme des critères déterminants.
Les aspects spécifiques liés à la fabrication, aux cartes
électroniques à traiter et aux besoins du client jouent un
rôle primordial pour le choix de la combinaison idéale
des techniques de brasage de vide. Dans notre centre
technologique de Blaubeuren il est possible de tester les
deux procédés afin de déterminer le processus optimal
pour les cartes électroniques à traiter.
Depuis le lancement
du VisionXP+ Vac, de nombreux fours ont été ont
été placés avec succès sur le marché. L’augmentation
significative de la fiabilité des joints brasés suite à l’utilisation
du vide et la flexibilité du système (possibilité de
désactiver le processus de vide si besoin) ont convaincu
nos clients.