Electronique Mag - Le journal de l'électronique.
- accueil .
- abonnement .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 La pureté réelle d’un métal n’est jamais 100%. En effet lors de l’obtention du métal (à partir du minerai ou par traitement de récupération de métaux déjà utilisés) il reste des impuretés (traces d’autres métaux, composés tels que des oxydes, des sulfures etc.,). On caractérise la pureté d’un métal par un certain nombre de "9" représentant la pureté en %. On parle ainsi d’étain 3 x 9, correspondant à une pureté de 99.9% (qualité couramment utilisée pour la fabrication des brasures) ou d’Indium 6 x 9 c’est-à-dire ayant une pureté de 99.9999% (qualité utilisée dans le domaine de la fabrication de semi-conducteurs pour certaines métallisations sous vide).
La pureté réelle d’un métal n’est jamais 100%. En effet lors de l’obtention du métal (à partir du minerai ou par traitement de récupération de métaux déjà utilisés) il reste des impuretés (traces d’autres métaux, composés tels que des oxydes, des sulfures etc.,). On caractérise la pureté d’un métal par un certain nombre de "9" représentant la pureté en %. On parle ainsi d’étain 3 x 9, correspondant à une pureté de 99.9% (qualité couramment utilisée pour la fabrication des brasures) ou d’Indium 6 x 9 c’est-à-dire ayant une pureté de 99.9999% (qualité utilisée dans le domaine de la fabrication de semi-conducteurs pour certaines métallisations sous vide).
Pour le brasage de composants électroniques, on n’utilise pas de métaux purs, mais des ALLIAGES.
Un alliage est constitué de 2 métaux ou plus. On parle d’alliages binaires (2 constituants) ternaires (3 constituants), quaternaires (4 constituants).
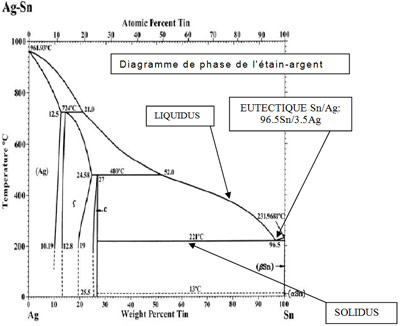
Le DIAGRAMME DE PHASE (voir illustration ci-dessous pour le système Sn-Ag) est une des caractéristiques importantes des alliages. Il s’agit d’une représentation graphique des propriétés des alliages en fonction de la teneur des métaux les constituant et de la température. Cette représentation en 2 dimensions est relativement simple pour les alliages binaires, mais devient quasiment inexploitable lorsque l’on a plus de 3 composants.
Chaque composition d’alliage possible est caractérisée par son LIQUIDUS et par son SOLIDUS.
![]() Le LIQUIDUS est la température au dessus de laquelle l’alliage est liquide.
Le LIQUIDUS est la température au dessus de laquelle l’alliage est liquide.
![]() Le SOLIDUS est la température en dessous de laquelle l’alliage est solide.
Entre ces 2 températures il y a généralement une ZONE PÂTEUSE. Ainsi pour l’alliage 60Sn/40Pb, le Solidus est de 183°C et le Liquidus est de 189°C, ce qui donne une zone pâteuse de 6°C.
Le SOLIDUS est la température en dessous de laquelle l’alliage est solide.
Entre ces 2 températures il y a généralement une ZONE PÂTEUSE. Ainsi pour l’alliage 60Sn/40Pb, le Solidus est de 183°C et le Liquidus est de 189°C, ce qui donne une zone pâteuse de 6°C.
Pour la plupart des alliages utilisés en électronique il existe une (ou plusieurs) composition particulière appelée EUTECTIQUE, à laquelle Solidus et Liquidus sont confondus. Du point de vue de la fusion et de la solidification un alliage EUTECTIQUE se comporte comme un métal pur.
La température eutectique est souvent inférieure à la température de fusion de chacun des métaux constituant l’alliage. Ainsi l’étain fond à 232°C, le plomb à 327°C et l’argent à 961°C. Cependant, l’eutectique 63Sn/37Pb fond à183°C, et l’eutectique 96.5Sn/3.5Ag fond à 221°C. De la même façon, le système Or-Etain forme un eutectique dans une proportion 80Au/20Sn qui fond à 280°C alors que l’or fond à 1063°C. (Cet alliage est souvent utilisé pour le report de puces de silicium dans des boitiers ou sur des substrats en céramique).
L’intérêt d’utiliser un eutectique pour la brasure est principalement de pouvoir travailler à la température de brasage la plus basse possible. La TEMPERATURE DE BRASAGE doit être supérieure au liquidus (ou le cas échéant à la température de l’eutectique). Dans le cas des alliages Sn-Pb, le ΔT est généralement entre 40°C et 50°C. Les alliages sans plomb de type Sn-Ag-Cu ou Sn-Cu ont des liquidus notablement plus élevés (de l’ordre de 50°C au dessus des alliages au plomb qu’ils sont censés remplacer) de sorte que si l’on applique le même ΔT, les températures de brasage obtenues risqueraient d’endommager les composants. Les utilisateurs font alors un compromis entre température, vitesse de brasage, efficacité du flux et qualité des joints. Dans ce contexte, notons l’exemple de l’alliage eutectique 96.5Sn/3.5Ag qui a un point de fusion de 221°C. L’addition de faibles quantités de cuivre (environ 0.5%) en remplacement d’une quantité équivalente d’argent, abaisse le solidus de 4°C à 217°C, ce qui ne permet pas vraiment d’obtenir une température de brasage basse.
Le terme INTERMETALLIQUE est souvent mal utilisé. On devrait en fait parler de composé intermétallique. De nombreux couples de métaux forment des composés intermétalliques. Par exemple le système Sn/Cu peut former 2 intermétalliques définis par leur formule Cu3Sn et Cu6Sn5. Il s’agit de compositions définies qui cristallisent dans un alliage. Leur formation dépend de facteurs externes tels que la vitesse de refroidissement, mais ils peuvent aussi se former lentement à température ambiante lorsque les 2 métaux en présence sont à l’état solide. C’est le cas du cuivre et de l’étain qui ont tendance à diffuser l’un dans l’autre. Les intermétalliques courants dans les assemblages électroniques rendent les joints de brasure mats et fragiles. C’est en particulier le cas des intermétalliques Sn-Cu et Sn-Au qui peuvent se former à l’interface entre le joint de brasure et le métal de base (Cu ou Sn). Ceci explique les inquiétudes des utilisateurs d’étain pur pour les finitions de circuits imprimés ou de composants et les doutes des utilisateurs des alliages Sn-Ag-Cu ou Sn-Cu pour la brasure sans plomb en ce qui concerne la fiabilité des joints. Lorsqu’un alliage est utilisé, en particulier lors du brasage à la vague il se contamine en dissolvant les métaux avec lesquels il vient en contact. Les fournisseurs d’alliages de brasure conseillent certaines limites pour la contamination. Généralement, si on dépasse ces limites, apparaissent des difficultés ou des défauts de brasure (mauvais mouillage, joints granuleux ou cassants etc….). Cependant, de façon à réduire les effets des intermétalliques formés entre le cuivre et l’étain (alliages sans plomb selon directive RohS), on peut ajouter certains métaux sous forme de poudre très fine en petite quantité (moins de 0.5%). Certains fabricants appellent ces additifs microalliages. Ils ont un effet bénéfique en jouant le rôle d’affineurs de grains, de sorte que les effets des intermétalliques deviennent invisibles et sont, de ce fait, peut-être éliminés. Le retour d’expérience manque encore pour être assuré que ces modifications assurent une meilleure fiabilité.
Espérons que ces quelques précisions contribueront à éliminer les malentendus lorsque l’on parle d’alliages de brasure.
Jean LEPAGNOL
Ingénieur-Conseil jean.lepagnol@gbs-consulting.fr
Membre du Comité Directeur du GFIE
Membre du Comité Technique du GFIE jhlepagnol-cti@gfie.fr



