Electronique Mag - Le journal de l'électronique.
- accueil .
- abonnement .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
![]() En quelques décennies, la fabrication des cartes
électroniques a subi de profondes modifications
depuis l’utilisation du permanganate
de potassium, des composants à queues et du
fer à souder. Certains de nos lecteurs ne doivent
même pas en avoir référence. Nous allons nous
intéresser ici aux procédures de câblage induites par l’introduction
des composants montés en surface connus
sous l’acronyme de CMS.
En quelques décennies, la fabrication des cartes
électroniques a subi de profondes modifications
depuis l’utilisation du permanganate
de potassium, des composants à queues et du
fer à souder. Certains de nos lecteurs ne doivent
même pas en avoir référence. Nous allons nous
intéresser ici aux procédures de câblage induites par l’introduction
des composants montés en surface connus
sous l’acronyme de CMS.
Pour les plus simples, résistances, condensateurs ou diodes, il s’agit d’un parallélépipède dont les extrémités planes sont soudables. Les autres composants se présentent sous différents boîtiers dont la caractéristique commune reste que les surfaces de soudure sont sur un plan.
 Les composants traditionnels nécessitaient des plieuses
de queues, une insertion souvent manuelle donc des
coûts de main d’oeuvre élevés. Pour les CMS, il en est
tout autre, les plages réceptrices sont enduites de pâte
à braser (soudure), les composants sont posés sur la
carte par une machine à raison de plusieurs centaines
de composants par heure. La carte équipée passe
ensuite dans un four qui va porter la pâte en fusion et
souder définitivement le composant.
Les composants traditionnels nécessitaient des plieuses
de queues, une insertion souvent manuelle donc des
coûts de main d’oeuvre élevés. Pour les CMS, il en est
tout autre, les plages réceptrices sont enduites de pâte
à braser (soudure), les composants sont posés sur la
carte par une machine à raison de plusieurs centaines
de composants par heure. La carte équipée passe
ensuite dans un four qui va porter la pâte en fusion et
souder définitivement le composant.
La pâte à braser est déposée par un procédé de sérigraphie, un support comporte des ouvertures correspondant aux zones de dépôt, la pâte à braser est poussée dans ces ouvertures par une raclette pour être déposée sur le circuit.
Depuis quelques années, des machines sont apparues sur le marché et déposent la pâte par un système de seringues sans avoir recours à un écran. Ces machines sont principalement utilisées pour les prototypes et les petites séries car elles sont souples de mise en oeuvre mais ne permettent pas des cadences de production élevées. Cet article va tenter de cerner les principaux aspects de l’utilisation des écrans de sérigraphie ou stencils.
Les utilisations Comme expliqué plus haut, les écrans permettent la pose de pâte à braser pour soudure des composants.
 Cela ne pose aucun problème dans le cas où les composants
ne sont situés que sur une face. Si les composants
sont répartis sur les deux faces, il y a risque que les premiers
composants posés et qui se trouvent alors en face
inférieure, se décollent lors de la seconde fusion. Parfois,
si tous les composants posés en premier sont de petite
taille, le simple effet de capillarité peut être suffisant pour
que l’opération se passe sans anicroche. Sinon, deux
solutions se présentent, soit utiliser des pâtes avec une
température de fusion différente, soit coller les composants
et utiliser une soudure à la vague comme pour les
composants traditionnels.
Cela ne pose aucun problème dans le cas où les composants
ne sont situés que sur une face. Si les composants
sont répartis sur les deux faces, il y a risque que les premiers
composants posés et qui se trouvent alors en face
inférieure, se décollent lors de la seconde fusion. Parfois,
si tous les composants posés en premier sont de petite
taille, le simple effet de capillarité peut être suffisant pour
que l’opération se passe sans anicroche. Sinon, deux
solutions se présentent, soit utiliser des pâtes avec une
température de fusion différente, soit coller les composants
et utiliser une soudure à la vague comme pour les
composants traditionnels.
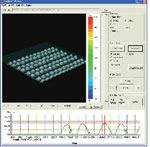
Les principales difficultés La première chose à maîtriser est le volume de crème à déposer.
Celui-ci est déterminé par la surface de la plage d’accueil et l’épaisseur du stencil qui est généralement de 150μm. Si le dépôt n’est pas suffisant, le composant ne sera pas soudé correctement, s’il est trop important, la pâte peut déborder et provoquer des ponts entre des plages.
 La qualité du dépôt dépend de nombreux facteurs, le
grain de la pâte, sa viscosité, la qualité du support, son
épaisseur et la force de rétention sur ses parois, les
dimensions de l’ouverture, les courbes de température
durant le passage au four entre autres.
Par ailleurs, lors de la soudure, certains composants
bipolaires peuvent se dresser sur une de leur extrémité,
phénomène connu sous le nom « d’effet de pierre tombale
» ou « effet Manathan » .
La qualité du dépôt dépend de nombreux facteurs, le
grain de la pâte, sa viscosité, la qualité du support, son
épaisseur et la force de rétention sur ses parois, les
dimensions de l’ouverture, les courbes de température
durant le passage au four entre autres.
Par ailleurs, lors de la soudure, certains composants
bipolaires peuvent se dresser sur une de leur extrémité,
phénomène connu sous le nom « d’effet de pierre tombale
» ou « effet Manathan » .
Certains de ces problèmes sont résolus par le choix de la matière ou par des traitements informatiques sur les données. Les traitements correctifs. Certains assembleurs ont leur propre bureau de traitement des données et fournissent des fichiers prêts à l’emploi, d’autre définissent un cahier des charges avec des règles à appliquer systématiquement. Dans la plu-
part des cas, les fichiers sont traités suivant un standard approuvé par le client. Les règles en sont simples, effectuer des réductions par rapport aux plages de cuivre, limiter la largeur des plages par rapport au pas du composant ou encore utiliser des empreintes spécifiques pour contrecarrer l’effet de pierre tombale. Du fait des caractéristiques physiques, l’épaisseur du stencil est également déterminante. L’adhérence de la pâte sur les parois est dépendante du rapport entre la surface de l’ouverture et l’épaisseur de la matière. En dessous d’une certaine taille, l’épaisseur standard de 150μm ne pourra plus être utilisée et il faudra se tourner vers des épaisseurs de 125, 100 voire 80μm. Tous ces éléments doivent être déterminés avant de pouvoir mettre en oeuvre la découpe. Exemple de modification des ouvertures.
Les supports
 Les stencils sont parfois élaborés à partir de feuilles polyester
ou d’alliages cuivrés. Ces matériaux sont désormais
peu utilisés car moins fiables et plus facilement
détériorés. Le plus gros de la production est à partir de
tôles dans un inox spécifique mais dont le coût n’est pas
trop élevé tout en offrant une bonne stabilité et durée
dans le temps. Parfois, il peut être nécessaire de recourir
à d’autres matières, notamment si les ouvertures sont
vraiment très petites ou s’il est nécessaire d’avoir un
dépôt plus important que ce qui serait autorisé avec une
tôle inox. Dans ce cas, on va recourir à une tôle en nickel
qui présente une adhérence sur les parois beaucoup plus
faible et permet donc d’avoir un rapport surface sur
épaisseur plus faible. La contrepartie est le coût très
élevé des ces feuilles de nickel ce qui en limite l’utilisation.
Influence de la forme de l’ouverture sur le dépôt de pâte
Une nouvelle matière inox est en cours d’évaluation
auprès de nos clients les plus importants et d’après les
premiers retours d’expérience, elle donnerait des résultats
aussi bons voire meilleurs que le nickel tout en étant
d’un coût sensiblement moindre.
En ce qui concerne les stencils point de colle, les problèmes
sont similaires bien que moins complexes. La différence
essentielle est l’épaisseur de la tôle qui est
généralement de 250μm.
Les stencils sont parfois élaborés à partir de feuilles polyester
ou d’alliages cuivrés. Ces matériaux sont désormais
peu utilisés car moins fiables et plus facilement
détériorés. Le plus gros de la production est à partir de
tôles dans un inox spécifique mais dont le coût n’est pas
trop élevé tout en offrant une bonne stabilité et durée
dans le temps. Parfois, il peut être nécessaire de recourir
à d’autres matières, notamment si les ouvertures sont
vraiment très petites ou s’il est nécessaire d’avoir un
dépôt plus important que ce qui serait autorisé avec une
tôle inox. Dans ce cas, on va recourir à une tôle en nickel
qui présente une adhérence sur les parois beaucoup plus
faible et permet donc d’avoir un rapport surface sur
épaisseur plus faible. La contrepartie est le coût très
élevé des ces feuilles de nickel ce qui en limite l’utilisation.
Influence de la forme de l’ouverture sur le dépôt de pâte
Une nouvelle matière inox est en cours d’évaluation
auprès de nos clients les plus importants et d’après les
premiers retours d’expérience, elle donnerait des résultats
aussi bons voire meilleurs que le nickel tout en étant
d’un coût sensiblement moindre.
En ce qui concerne les stencils point de colle, les problèmes
sont similaires bien que moins complexes. La différence
essentielle est l’épaisseur de la tôle qui est
généralement de 250μm.
Tests de démoulage
Les fichiers Les fichiers de données proviennent de logiciels de CAO le plus souvent au format RS274x ou DPF. Quelques autres formats sont utilisés et nécessitent alors des conversions. Lorsque les données nécessaire à la fabrication du pochoir sont incomplètes ou manquantes, on est amené à procéder à la numérisation par scanner d’un circuit ou d’un panneau. Il est à noter que cette technique est aussi utilisée pour générer des fichiers de placement de composants conformes à la plupart des machines du marché.
Les stencils
Traditionnellement, la sérigraphie s’effectuait à partir de soies tendues sur des cadres, enduites d’un produit photosensible, exposées puis révélées pour ne laisser ouvertes que les zones de dépôt d’encre ou de pâte suivant l’application. En raison des problèmes d’usure et de précision, dans un premier temps la partie fonctionnelle du pochoir a été traitée sur une tôle d’inox collée sur la soie. Ces opérations présentaient des coûts directs ou induits : tension des soies, développement photographique, volume de stockage.
La première évolution a été l’introduction des cadres auto tendeurs. Le principe en est simple. Une série d’ouvertures est découpée sur le pourtour du stencil. Un cadre comporte des pions actionnées pneumatiquement qui viennent s’y insérer, puis après dépression mettent le stencil en tension. Cette technologie a introduit un risque de coupure lors des manipulations. Des fabricants ont pallié ce problème par la fourniture de stencils insérés dans un cadre (DEK). Outre la résolution de ce problème de sécurité, ces stencils sont plus facilement stockés et nettoyés.
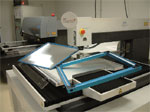
La découpe
La première méthode de production de ces stencils inox a été par une découpe chimique. L’évolution des technologies a permis l’introduction des machines de découpe à partir de rayons laser, la dernière génération étant basée sur des diodes laser. Cette dernière technologie permet une découpe plus fine et sa mise en oeuvre est plus rapide. Dans les deux cas, le profil de l’ouverture est un trapèze dont la base est au contact du circuit, ceci pour favoriser le démoulage.
Ecran VectorGuard TM Quelques cas particuliers.
Certains circuits présentent des particularités. Prenons pour exemple un circuit comprenant une partie alimentation. Pour des raisons de puissance et de dissipation, certains de ces composants nécessiteront une quantité de pâte importante alors que d’autres composants au pas fin imposent une tôle de faible épaisseur. Pour répondre à ce problème, nous faisons appel à la technologie du multi étagé. L’épaisseur de tôle est déterminée par les composants de pas fin, généralement 127μm. Les zones où une quantité de crème plus importante est nécessaire, il est procédé à un dépôt électrolytique de matière de manière à augmenter l’épaisseur de la zone en question. La limite sur une face est de 50μm. Il existe une autre technologie, le nickel électro formé. Une surface cathodique est couverte d’un film photosen- sible sur lequel sont protégées les zones correspondantes aux ouvertures. Le nickel est déposé par électrolyse jusqu’à l’épaisseur nominale. Un second film permettra de n’augmenter que la zone en surépaisseur. Cette technologie donne d’excellents résultats mais son coût est très élevé ce qui limite son utilisation à des cas très spécifiques qui ne peuvent être traités par les autres technologies.
Conclusion
Ceci n’est qu’un aperçu de la fabrication des stencils que nous avons souhaité abordable à tous. De nombreuses niches existent dans cette activité, des micro pochoirs de rebillage, des pochoirs pour encrémage sur les composants, des réalisations avec pliage pour tenir compte d’un environnement existant, etc. Si 95% de la production sont accomplis suivant des standards plus ou moins restrictifs, quelques applications relèvent de l’étude au cas par cas en coopération avec le client pour répondre au mieux à son besoin.



