Electronique Mag - Le journal de l'électronique.
- accueil .
- abonnement .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 Il va se focaliser sur des choix basiques que vous pouvez faire, principalement pour éviter des reprises manuelles et des coûts de main d’oeuvre inutiles, ce qui se traduira à coup sûr par une baisse du coût de production de vos PCBs.
Il va se focaliser sur des choix basiques que vous pouvez faire, principalement pour éviter des reprises manuelles et des coûts de main d’oeuvre inutiles, ce qui se traduira à coup sûr par une baisse du coût de production de vos PCBs.
.
Il semble parfois logique de placer les composants des deux côtés pour diminuer la taille du PCB. Si cela est nécessaire pour faire entrer le PCB dans un boîtier ou bien car un composant BGA nécessite de placer des condensateurs à proximité immédiate, vous n’avez pas le choix. Mais si vous faites ceci uniquement pour réduire la taille du PCB, vous pourriez être amené à reconsidérer votre approche. Pour la plupart des volumes faibles à moyens, le coût d’un PCB plus grand est la plupart du temps inférieur aux coûts supplémentaires à prendre en compte lorsque les composants sont places sur les deux faces.
Exemple : Afin d’avoir un ordre de grandeur, le coût d’un PCB 4 couches entre 100 et 500 pièces se situe entre 0.0002 et 0.0005 Euros par mm². Les conséquences techniques liées au fait d’avoir des pièces des deux côtés comprennent un masque supplémentaire et un second passage dans les machines de placement de composants, éventuellement ajouter des points de colle, plus des coûts supplémentaires pour programmer et charger les machines d’assemblage qui se situent dans une fourchette de 200 à 500 €.
La plupart des PCB ont des trous de montage, des points de tests ou des découpes dans leur conception. Quand ces PCBs ont des composants traversants, ils auront besoin de passer dans les machines de soudure à la vague. Ce processus est susceptible de générer des problèmes en “poussant” de la soudure à travers ces trous et ces découpes. Par ailleurs, certains points de test et contacts peuvent avoir besoin d’être protégés de la soudure durant ce process. La technique classique pour y parvenir consiste à couvrir le PCB avec de la bande Kapton. Bien que cette méthode fonctionne parfaitement, elle implique un long travail manuel qui vient s’ajouter au coût de production.
Presque tous les fournisseurs de PCB sont capables d’offrir un service appelé “peeloff” qui remplace le travail manuel pour placer de la bande Kapton sur les trous. Afin de l’utiliser, vous aurez simplement besoin d’ajouter une seconde couche à vos fichiers Gerber en indiquant où vous aurez besoin que le peeloff soit imprimé. Assurez-vous juste de suivre les règles. En cas de doute, nous pouvons toujours vous assister pour cela.
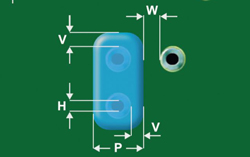
![]() Assurez-vous que vous incluez bien les contours de votre carte dans votre couche de peel-off. Le mieux est de les dessiner avec une ligne fine, par exemple 0.500 mm de large, où le centre de la ligne correspond exactement au bord de la carte.
Assurez-vous que vous incluez bien les contours de votre carte dans votre couche de peel-off. Le mieux est de les dessiner avec une ligne fine, par exemple 0.500 mm de large, où le centre de la ligne correspond exactement au bord de la carte.
![]() Largeur minimale de chaque élément Peel-off (P) : 0.500mm
Largeur minimale de chaque élément Peel-off (P) : 0.500mm
![]() Taille maximale de trou recouvrable ENDSIZE (H) : 6.00mm
Taille maximale de trou recouvrable ENDSIZE (H) : 6.00mm
![]() Chevauchement minimal au-delà des pistes de cuivre (V) : 0.600mm
Chevauchement minimal au-delà des pistes de cuivre (V) : 0.600mm
![]() Espacement minimal avec du cuivre libre (W) : 0.600mm
Espacement minimal avec du cuivre libre (W) : 0.600mm
![]() Distance minimale par rapport au bord du PCB : 0.500mm
Distance minimale par rapport au bord du PCB : 0.500mm
![]() Tolérance sur la position : +/-0.300mm
Tolérance sur la position : +/-0.300mm
![]() Evitez d’utiliser une grande quantité de petites zones peel-off places aléatoirement sur votre PCB.
Evitez d’utiliser une grande quantité de petites zones peel-off places aléatoirement sur votre PCB.
![]() Nous recommandons de créer des zones de peel-off aussi grandes que possible, cela les rendra plus faciles à retirer après le process de soudage. Pour y parvenir, connectez entre elles des zones de peel-off séparées dès que cela est possible.
Nous recommandons de créer des zones de peel-off aussi grandes que possible, cela les rendra plus faciles à retirer après le process de soudage. Pour y parvenir, connectez entre elles des zones de peel-off séparées dès que cela est possible.
Notez que le peeloff devra toujours être place sur le dessous du PCB quand aucun composant CMS ne se trouve sur cette couche. Le peeloff est relativement épais et risquerait d’interférer avec le masque de brasage.
Pour de faibles volumes (jusqu’à 100 pièces), une carte 2 couches peut être jusqu’à 5 à 10 fois moins chère que son équivalent en 4 couches. Quand les volumes augmentent, la différence devient cependant plus faible. Beaucoup des productions que nous voyons sont dans la gamme des 100 à 1000 PCBs, et le coût du PCB nu est alors parfois un point qui mérite attention. Il y a quelques paramètres que vous devez prendre en considération avant de simplement passer à une carte 2 couches et qui peuvent rendre une carte 4 couches moins chère en considérant le projet dans sa globalité.
Cela peut sembler contradictoire, mais un PCB 2 couches est plus difficile à router correctement qu’un PCB 4 couches. Ceci est évidemment dû au fait que vous n’avez que 2 couches pour placer toutes les pistes. Mais un point que beaucoup d’ingénieurs oublient est que vous avez besoin de prendre un soin particulier aux courants de retour de toutes les alimentations et des signaux pour anticiper d’éventuels problèmes de CEM. Quand vous produisez 100 cartes, vous devez vous demander s’il est bien rentable de passer plus de temps à router le PCB. Gagner 2 € sur une production de 100 PCBs n’a pas d’intérêt si vous devez passer 2 jours supplémentaires à faire le routage correctement.
Ordres de grandeur de coût des PCBs nus pour 100- 500pcs (procédé standard) :
![]() PCB 4 couches : 0.0002 - 0.0005eur/mm2
PCB 4 couches : 0.0002 - 0.0005eur/mm2
![]() PCB 2 couches : 0.0003 - 0.00005eur/mm2
PCB 2 couches : 0.0003 - 0.00005eur/mm2
Comme nous l’avons déjà précisé dans le chapitre précèdent, il ne faut pas sous-estimer l’effort supplémentaire nécessaire pour router correctement un PCB 2 couches en anticipant des problèmes de CEM. Subir un échec aux tests CEM car vous avez voulu économiser 2 € en passant à un PCB 2 couches est une erreur onéreuse !
Tout PCB utilisé dans un appareil doit passer une certification CEM. Le coût de ces tests et de leurs rapports est significatif et se chiffre en milliers d’Euros, il est donc rationnel de minimiser le risque d’échec sur ce plan. Nous aborderons dans un prochain livre blanc une série d’astuces basiques que vous pouvez utiliser pour éviter les problèmes CEM.
 Voici un problème que nous avons rencontré : une carte sort de la chaîne de production, on constate en la retournant un court-circuit entre deux broches d’un composant traversant, causant un coût supplémentaire pour une reprise manuelle. Pourquoi cela arrive-t-il et comment peut-on l’éviter ?
Voici un problème que nous avons rencontré : une carte sort de la chaîne de production, on constate en la retournant un court-circuit entre deux broches d’un composant traversant, causant un coût supplémentaire pour une reprise manuelle. Pourquoi cela arrive-t-il et comment peut-on l’éviter ?
L’explication est inhérente au procédé de soudure à la vague, au cours duquel l’étain doit être tiré à travers une série de broches. Nous nous attendons à ce que la cohésion de l’étain soit suffisante pour soulever l’excès de matière de la broche précédente, mais cela peut être problématique en atteignant la dernière broche d’une ligne car l’étain n’a pas d’autre endroit où adhérer.
 Nous pouvons résoudre ce problème en plaçant une pastille supplémentaire non connectée à côté de la broche susceptible d’avoir ce problème. Il devient alors très important d’ajouter une indication sur le PCB pour que l’usine d’assemblage sache comment déplacer le PCB sur la vague de soudure. Cette pastille supplémentaire est appelée un « voleur de soudure » car il « vole » littéralement la soudure d’une autre pastille.
Nous pouvons résoudre ce problème en plaçant une pastille supplémentaire non connectée à côté de la broche susceptible d’avoir ce problème. Il devient alors très important d’ajouter une indication sur le PCB pour que l’usine d’assemblage sache comment déplacer le PCB sur la vague de soudure. Cette pastille supplémentaire est appelée un « voleur de soudure » car il « vole » littéralement la soudure d’une autre pastille.
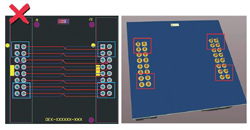
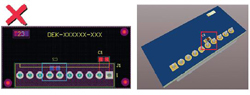
 Dans la conception ci-dessus, nous avons plusieurs problèmes potentiels en fonction de la façon dont la carte est déplacée sur la vague de soudure. Ce seront toujours les deux dernières broches qui seront susceptibles d’avoir un court-circuit, en fonction de la direction de déplacement de la carte sur la vague.
Dans la conception ci-dessus, nous avons plusieurs problèmes potentiels en fonction de la façon dont la carte est déplacée sur la vague de soudure. Ce seront toujours les deux dernières broches qui seront susceptibles d’avoir un court-circuit, en fonction de la direction de déplacement de la carte sur la vague.
La bonne façon de router ceci est de prendre en compte ces points :
![]() Ajouter une flèche sur la sérigraphie supérieure pour indiquer dans quelle direction la carte doit se déplacer sur la vague de soudure. Il est très important de la placer sur la sérigraphie SUPERIEURE pour garantir la visibilité.
Ajouter une flèche sur la sérigraphie supérieure pour indiquer dans quelle direction la carte doit se déplacer sur la vague de soudure. Il est très important de la placer sur la sérigraphie SUPERIEURE pour garantir la visibilité.
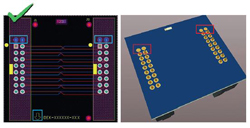
![]() Ajouter une pastille supplémentaire, non connectée électriquement, au même pas que la ligne. Pour économiser la place, vous pouvez utiliser une pastille CMS, qui devra évidemment être placée en dessous (même couche que celle sur laquelle la soudure à la vague sera appliquée).
Ajouter une pastille supplémentaire, non connectée électriquement, au même pas que la ligne. Pour économiser la place, vous pouvez utiliser une pastille CMS, qui devra évidemment être placée en dessous (même couche que celle sur laquelle la soudure à la vague sera appliquée).
 Il y a toujours un risque qu’un court-circuit apparaisse, mais si c’est le cas ce sera entre la dernière pastille traversante et la pastille CMS que vous avez placée. Puisque cette pastille n’est pas connectée électriquement, ce ne sera plus un problème sur le plan fonctionnel.
Il y a toujours un risque qu’un court-circuit apparaisse, mais si c’est le cas ce sera entre la dernière pastille traversante et la pastille CMS que vous avez placée. Puisque cette pastille n’est pas connectée électriquement, ce ne sera plus un problème sur le plan fonctionnel.
 Un des problèmes que nous voyons trop fréquemment est que les concepteurs placent des composants CMS trop proches des pastilles pour composants traversants.
Un des problèmes que nous voyons trop fréquemment est que les concepteurs placent des composants CMS trop proches des pastilles pour composants traversants.
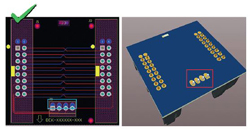
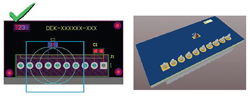 Ce composant CMS est trop proche des pastilles du composant traversant. Ceci nécessitera une soudure manuelle et augmentera donc le prix de la carte. Il vaut mieux placer ce composant sur la face supérieure du PCB.
Ce composant CMS est trop proche des pastilles du composant traversant. Ceci nécessitera une soudure manuelle et augmentera donc le prix de la carte. Il vaut mieux placer ce composant sur la face supérieure du PCB.
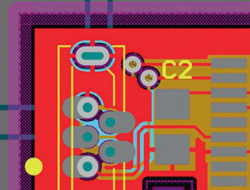
Si le composant doit être placé malgré tout sur le dessous du PCB, vous devez vous assurer de maintenir au minimum 5 à 7 mm d’espacement entre les pastilles du composant traversant et celles du composant CMS.
Les cercles dans l’exemple indiquent l’epacement minimal entre eux. Notez que la distance entre le composant CMS et les pastilles traversantes est dans la pratique supérieure à celle que l’on aurait dû appliquer si le CMS avait été placé sur la face supérieure de la carte.
Vous avez parfois besoin d’utiliser des composants traversants de petite taille comme dans l’exemple ci-dessous. En règle générale, il convient d’éviter la soudure à la vague en dessous d’un pas de 2.54 mm pour éviter les reprises manuelles. La soudure des composants traversants d’un pas inférieur à 2 mm peut être améliorée en utilisant des pastilles de forme ovale avec un trou excentrique, mais ce n’est pas une solution d’une fiabilité absolue.
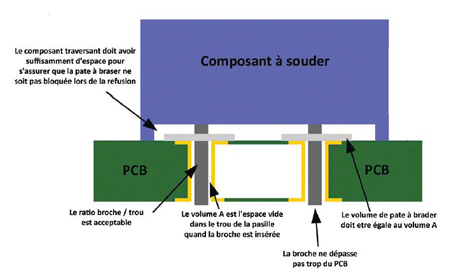
Afin de résoudre ce problème, vous pouvez utiliser une technique appelée « broche dans la pâte » où nous utilisons la surimpression pour avoir suffisamment de pâte à braser sur le PCB pour remplir le trou quand la broche est insérée. Il est très important de calculer l’ouverture exacte nécessaire dans le masque pour que le volume de pâte remplisse au moins 75% de la surface de la pastille quand la broche du composant est insérée.
Il y a cependant quelques points que vous devrez garder à l’esprit pour employer cette technique car elle n’est pas adaptée à tous les composants :
![]() La température maximale du composant traversant doit être suffisamment élevée pour supporter les températures du four de refusion (260°C pendant 20 secondes). Il convient de vérifier ce point précautionneusement dans la datasheet car il s’agit de la principale cause d’échec de la méthode « broche dans la pâte ».
La température maximale du composant traversant doit être suffisamment élevée pour supporter les températures du four de refusion (260°C pendant 20 secondes). Il convient de vérifier ce point précautionneusement dans la datasheet car il s’agit de la principale cause d’échec de la méthode « broche dans la pâte ».
![]() Le composant traversant doit avoir assez d’espacement avec la carte pour que la pâte à braser ne soit pas bloquée lors de la refusion.
Le composant traversant doit avoir assez d’espacement avec la carte pour que la pâte à braser ne soit pas bloquée lors de la refusion.
![]() La même précaution doit être prise avec les épaulements des composants. Ils ne doivent pas bloquer la pâte à braser lors de la refusion.
La même précaution doit être prise avec les épaulements des composants. Ils ne doivent pas bloquer la pâte à braser lors de la refusion.
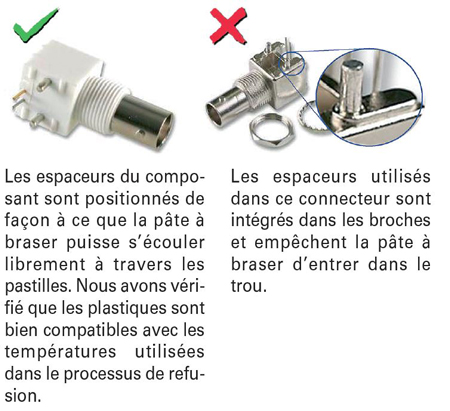
![]() Il ne faut pas appliquer de pâte à braser en dessous des espaceurs des composants.
Il ne faut pas appliquer de pâte à braser en dessous des espaceurs des composants.
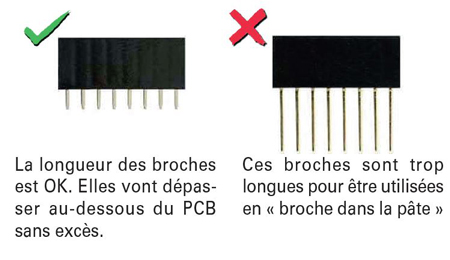
![]() La broche ne doit pas trop dépasser du PCB.
La broche ne doit pas trop dépasser du PCB.
![]() Le ratio broche / trou doit être acceptable.
Le ratio broche / trou doit être acceptable.
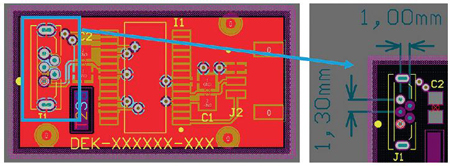
Dans le cas de notre PCB, nous avons été capables d’éliminer la soudure à la vague en ajoutant de la pâte à braser et en utilisant un masque de 130um d’épaisseur. Gardez à l’esprit que l’épaisseur du masque aura aussi un impact sur les ouvertures nécessaires pour les petits composants CMS, assurez-vous de vérifier ceci avec l’usine d’assemblage.
 La pâte a ici été ajoutée en surimpression (pâte plus grande que la pastille). Le volume de pâte est suffisant pour remplir l’espace dans le trou à 92%.
La pâte a ici été ajoutée en surimpression (pâte plus grande que la pastille). Le volume de pâte est suffisant pour remplir l’espace dans le trou à 92%.
Les espaceurs des composants font 0.25mm (moins que l’épaisseur du masque), aucun obstacle ne bloque la pâte à braser et la température du composant est compatible avec les températures atteintes dans le four de refusion. Nous sommes ainsi capables d’éliminer le travail de soudure manuel, et donc de réduire le coût de fabrication de la carte.
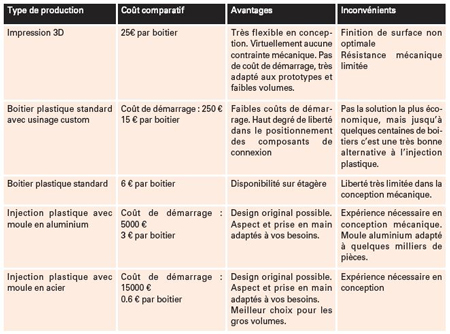
La plupart des PCBs que vous concevez sont amenés à être montés au final dans un boitier. Très peu seront utilisés sans (à l’exception des kits de développement). Vous avez bien sûr la possibilité d’utiliser tout type ou style de boitier que vous souhaitez, mais nous avons compilé pour vous, sur la page suivante, une petite liste indicative pour comparer les coûts en fonction des volumes. Pensez-y au commencement de la conception d’un PCB car ceci aura un impact.
Nous avons pris l’exemple d’un design où nous avons utilisé un PCB logé dans un boitier plastique de 60 x 40 x 12 mm avec un connecteur USB, 3 LEDs, un haut-parleur et un bouton-poussoir. Le volume prévu est d’environ 1000 pièces. Gardez à l’esprit qu’il s’agit de prix approximatifs, à fins de comparaison uniquement.
Nous voyons toujours fréquemment des PCBs conçus pour être montés dans un boitier à l’aide de colonnettes classiques en plastique. Il n’y a rien de terriblement mauvais en cela et elles offrent généralement une bonne flexibilité de montage, mais gardez à l’esprit que cela requiert du travail manuel pour l’assemblage. L’opérateur doit tenir la colonnette en place avant d’insérer la vis et cette succession de mouvements prend un temps certain.
 Une meilleure alternative consiste à utiliser des colonnettes CMS que vous pouvez embarquer dans votre carte. Elles vont être placées automatiquement par la machine de pick and place, ce qui éliminera les finitions requises par les colonnettes classiques. Du temps sera économisé, rendant l’assemblage moins onéreux. Ces types de colonnettes sont disponibles dans une grande variété de tailles et de formes, permettant encore plus d’options de montage que les colonnettes classiques.
Une meilleure alternative consiste à utiliser des colonnettes CMS que vous pouvez embarquer dans votre carte. Elles vont être placées automatiquement par la machine de pick and place, ce qui éliminera les finitions requises par les colonnettes classiques. Du temps sera économisé, rendant l’assemblage moins onéreux. Ces types de colonnettes sont disponibles dans une grande variété de tailles et de formes, permettant encore plus d’options de montage que les colonnettes classiques.
Quand vous concevez un circuit comme un amplificateur ou un circuit numérique, vous avez en général une grande possibilité de choix des composants. En tant que concepteur, vous regardez les spécifications et choisissez les composants qui correspondent parfaitement à cellesci. Il est cependant fréquent que cela mène à une BOM bien plus importante que nécessaire. Il est parfois préférable de remplacer un ampli-op low-cost par celui, pourtant plus onéreux, que vous avez déjà utilisé 3 fois dans le même design. Ou bien, cette résistance pull-up n’a pas vraiment besoin d’avoir une valeur de 10K, mais peut être remplacée par cette résistance 27K que vous avez déjà utilisée dans l’alimentation, même si sa précision de 0.1% n’est pas nécessaire pour une résistance pull-up.
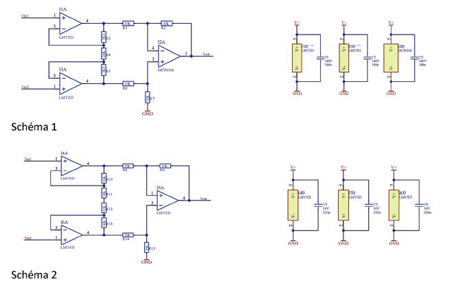
Voici un exemple pratique. Notez que les deux schémas sont parfaitement valides, mais les paramètres techniques sont légèrement différents. L’amplificateur du schéma 1 a un gain de 2.2x alors que celui du schéma 2 est de 2x.
En regardant le schéma 1, vous constaterez que nous avons utilisé 3 résistances et 2 ampli-op différents, ce qui mène à 6 références différentes dans la BOM. Dans le schéma 2, nous avons une conception très similaire, mais nous avons fait un petit compromis technique en termes de gain. Dans le cas présent, les spécifications requises sont cependant toujours atteintes, et nous avons réduit le nombre de pièces différentes de 6 à 3. Ceci n’est bien sûr pas toujours une option envisageable, mais assurez-vous de le vérifier car cela peut réduire efficacement le coût de votre carte.
Pour une usine d’assemblage, cela signifie que non pas 6, mais seulement 3 différents rouleaux doivent être chargés dans la machine, alors que pour vous le prix des composants est mieux optimisé. Vous achetez au final un plus grand volume de chaque composant même si le nombre de cartes assemblées reste le même.
Une dernière astuce : nous avons aussi changé le condensateur 100nF pour un 220nF. Il n’y a techniquement aucun avantage ou inconvénient à cela, mais nous avons eu à faire face au cours des 2 dernières années à des ruptures de stock de composants courants comme les condensateurs 100nF MLCC. Il est parfois préférable d’éviter d’utiliser ces pièces, pourtant courantes, afin de réduire d’éventuels retards de production liés à des ruptures de stock de composants.



